Стручњак заливење под притиском - Нингбо Иинзхоу Ксукинг Мацхинери Цо., Лтд.данас вам говори о класификацији и различитим карактеристикамаливење под притиском.
НашеГравитационо ливење под притискомЗанатски производи су препознати од стране наших купаца по одличној изради и одличном квалитету!
Постоје многе процесне методе за прављење металних материјала у жељене производе, као што су ливење, ковање, екструзија, ваљање, цртање, штанцање, сечење, металургија праха и тако даље. Међу њима, ливење је најосновнији, најчешће коришћени и најобимнији процес.
Истопљени метал се сипа у шупљи калуп од материјала отпорних на високе температуре и након кондензације се добија производ жељеног облика који се ливење. Добијени производ је ливење.
Ливење се може поделити на ливење од црних метала (укључујући ливено гвожђе, ливени челик) и ливење од обојених метала (укључујући легуру алуминијума, легуру бакра, легуру цинка, легуру магнезијума, итд.) Према материјалу ливења. Фабрика за прецизно ливење обојених метала специјализована је за ливење обојених метала, са нагласком на ливење од легура алуминијума и легура цинка.
Ливење се може поделити на ливење у песак и ливење метала према материјалу калупа за ливење. Фабрика за прецизно ливење је згодна за оба процеса ливења, а сама дизајнира и производи ове две врсте калупа за ливење.
Ливење се такође може поделити на ливење под притиском и ливење под притиском према процесу ливења растопљеног метала. Гравитационо ливење се односи на процес у коме се растопљени метал убризгава у калуп под дејством земљине гравитације, такође познат као ливење. Гравитационо ливење у ширем смислу укључује ливење у песак, ливење метала, ливење у инвестицију, ливење изгубљене пене, ливење у блату итд.; гравитационо ливење у ужем смислу се односи на ливење метала. ливење под притиском се односи на процес у коме се растопљени метал убризгава у калуп под дејством других спољних сила (искључујући гравитацију). Ливење под притиском у ширем смислу обухвата ливење под притиском и ливење под притиском машина за ливење под притиском, ливење под притиском, центрифугално ливење итд.; ливење под притиском у ужем смислу се односи на ливење метала под притиском машина за ливење под притиском, које се назива ливење под притиском. Фабрика прецизног ливења дуго се бави гравитационим ливењем песка и металних калупа. Ови процеси ливења се најчешће користе у ливењу обојених метала и имају најниже релативне цене.
ливење у песак
Ливење у песак је традиционални процес ливења који користи песак као главни материјал за обликовање за израду калупа. Пешчани калупи углавном користе гравитационо ливење, а ливење под ниским притиском, центрифугално ливење и други процеси се такође могу користити када постоје посебни захтеви. Ливење у песак има широк спектар прилагодљивости, могу се користити мали делови, велики делови, једноставни делови, сложени делови, појединачни делови и велике серије. Калупи за ливење у песак у прошлости су се углавном правили од дрвета, познатији као дрвени калупи. Да би променила недостатке дрвених калупа, као што су лака деформација и оштећења, фабрика прецизног ливења Ксудонг је променила све одливе пешчаних калупа произведених од једног комада у калупе од алуминијумске легуре или калупе од смоле са високом прецизношћу димензија и дугим веком трајања. Иако је цена порасла, и даље је много јефтинија од калупа који се користи за ливење металних калупа. У производњи малих серија и великих комада предност у цени је посебно изражена. Поред тога, пешчани калупи су ватросталнији од металних калупа, па се у овом процесу углавном користе и материјали са вишим тачкама топљења као што су легуре бакра и црни метали. Међутим, ливење у песак има и неке недостатке: пошто се сваки одлив у песак може излити само једном, одлив се оштећује након што се добије одливак и мора се преобликовати, тако да је производна ефикасност ливења у песак ниска; и зато што је укупна природа песка мекана и порозна, тако да одливци за ливење у песак имају нижу тачност димензија и грубље површине. Међутим, фабрика прецизног ливења је акумулирала дугогодишњу акумулацију технологије, што је у великој мери побољшало стање површине одливака од песка, а ефекат након пескарења је упоредив са оним код металних одливака.
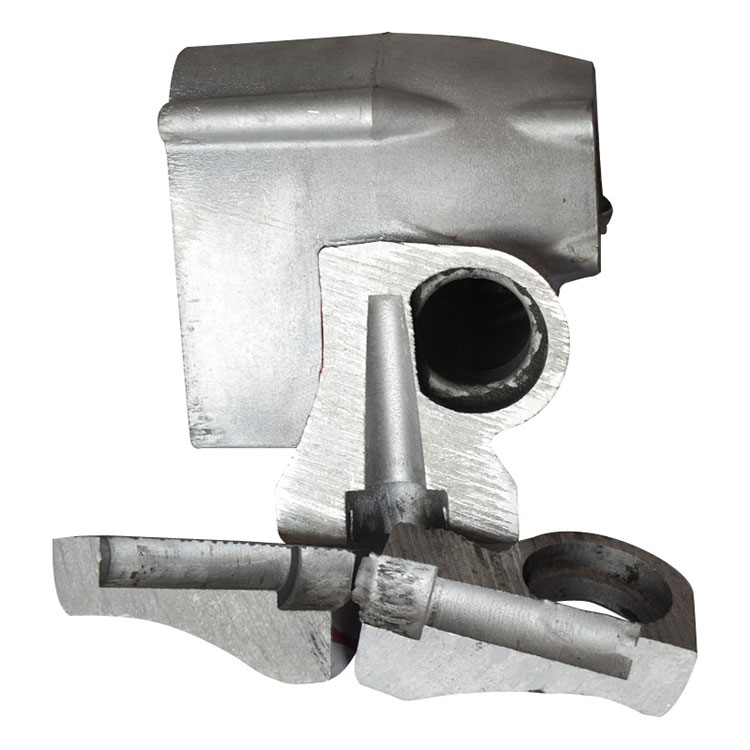
ливење металних калупа
То је модеран процес за израду шупљих калупа за ливење од легираног челика отпорног на топлоту. Метални калупи могу бити ливени под притиском или ливени под притиском. Калуп за ливење металног калупа може се више пута користити. Сваки пут када се сипа растопљени метал, добија се одлив, са дугим веком трајања и високом ефикасношћу производње. Ливење металног калупа не само да има добру димензионалну тачност и глатку површину, већ има и већу чврстоћу од пешчаног калупа под условом изливања истог растопљеног метала и мања је вероватноћа да ће се оштетити. Стога, у масовној производњи средњих и малих одливака од обојених метала, све док тачка топљења материјала за ливење није превисока, ливење у калупу је генерално пожељније. Међутим, ливење металних калупа такође има неке недостатке: пошто су легирани челик отпоран на топлоту и обрада шупљих шупљина на њему релативно скупи, цена калупа за метални калуп је висока, али је укупна цена калупа за ливење под притиском. релативно јефтино. превише. За производњу малих серија, цена калупа додељена сваком производу је очигледно превисока, што генерално није прихватљиво. А пошто је калуп металног калупа ограничен величином материјала калупа и капацитетом опреме за обраду шупљина и опреме за ливење, он је такође немоћан за посебно велике одливе. Због тога се у производњи малих серија и великих комада ливење металних калупа ретко користи. Поред тога, иако метални калуп усваја легирани челик отпоран на топлоту, његова отпорност на топлоту је и даље ограничена. Генерално, углавном се користи у ливењу легура алуминијума, легура цинка и легура магнезијума. још мање.
ливење под притиском
Ливење под притиском је притисак металних калупа на машину за ливење под притиском и представља најпродуктивнији процес ливења. Машине за ливење под притиском подељене су у две категорије: машине за ливење под притиском у врућој комори и машине за ливење под притиском у хладној комори. Машина за ливење под притиском са топлом комором има висок степен аутоматизације, мањи губитак материјала и већу ефикасност производње од машине за ливење под притиском са хладном комором. Одливци од легуре алуминијума који се данас широко користе могу се производити само на машинама за ливење под притиском у хладној комори због њихове високе тачке топљења. Главна карактеристика ливења под притиском је да растопљени метал испуњава шупљину под високим притиском и великом брзином, и формира се и учвршћује под високим притиском. Ваздух у шупљини је омотан унутар одливака да би се формирале поткожне поре, тако да ливење од легуре алуминијума не треба да се термички обрађује, а ливење од легуре цинка не треба прскати по површини (али се може фарбати). У супротном, унутрашње поре одливака ће се проширити услед термичког ширења и проузроковати деформацију одливака или стварање мехурића када се изврши горе наведени третман. Поред тога, додатак за механичко сечење одливака под притиском би такође требало да буде мањи, углавном око 0,5 мм, што не само да може да смањи тежину одливака, смањи количину сечења да смањи трошкове, већ и да избегне продирање у површински густи слој и излагање поткожног слоја. поре, узрокујући Радни предмет је отпад.